
莫纳克斯霉菌的特征
Unimax是铬钼合金工具钢,具有以下特征:
它在各个方向都具有出色的韧性和延展性。良好的耐磨性;热处理的良好尺寸稳定性;出色的坚固性;良好的回火和软化特性;良好的高温强度;良好的热疲劳抗性;出色的抛光。
成分%C0.5SI0.2MN0.5CR5.0MO2.3V0.5
标准规格不是
供应状态软退火至185 hb
颜色标签棕色/灰色
Unimax Mold Steel应用
Unimax适用于长寿的模具,适用于增强塑料和压缩模具;
unimax还可以在苛刻的工作条件下运行冷模,例如高负载打孔和切割模具,冷锻造和钢丝摩擦模具,这些模具非常容易崩溃;
对于需要高硬度和高韧性的热模具和工程钢,Unimax也是一个不错的选择。
Unimax模具钢性能
以下性能测试样品取自伽罗11mm和钟条和396×136mm板芯。除非另有说明,否则将所有样品在1025℃真空炉中淬灭,每次在525℃时进行两次调节,持续两个小时,工作硬度为56-58hrc。
物理特性
淬火回到56-58 hrc。
温度20°C 200°C 400°C
密度kg/m3 7 790--
弹性模量MPA213 000 192 000 180 000
从20°C的热膨胀系数/°C F-11.5 x 10-6 12.3 x 10-6
电导率系数w/m°C- 25 28
特定的热量J/kg°C460--
Unimax Mold Steel的机械性能
通过室温拉伸实验获得了近似强度和延展性。
硬度54 HRC 56 HRC 58 HRC
屈服强度,RP0.21720 MPA 1780 MPA 1780 MPA
拉伸强度,RM 2050 MPA 2150 MPA 2510 MPA
延长率,a5 9%8%8%
面积收缩率,z 40%32%28%
Unimax模具钢热处理
软退火
在保护状态下,加热至850°C后,温度均匀,然后以每小时10°C的速度在炉子中冷却至60°C,然后在空气中冷却。
压力去除退火
将大致加工的材料加热至650°C,然后加热2小时,然后缓慢冷却至500°C,然后将其放入空气中以冷却。
淬火
预热温度:600–650°C和850–900°C。
奥氏体化温度:1000–1025°C,通常为1025°C。
绝缘时间:30分钟
温度°C恢复前的绝缘时间
1000 30 61 HRC
1025 30 63 HRC
绝缘时间=炉中的绝缘时间仅在钢的表面和中心以达到一致的淬火温度后才能计算出来。
在淬火过程中保护以避免脱碳和氧化
淬火介质
高速气/循环气氛;
真空炉(高速和足够的过压气);
在盐浴炉中淬火或500-550℃的流动离子炉;在200-350℃中淬火;
注意:应将钢冷却至50-70℃,并立即恢复脾气。
适得其反
请参阅根据所需的硬度值选择回火温度的回火曲线图。至少退休两次。每次回火后,必须将其冷却至室温,最低的回火温度为525℃。绝缘时间至少为两个小时。
尺寸变化
测量条件在1020℃处淬灭,隔热30分钟,N2在真空炉中淬火并冷却。在800-500℃的温度范围内,冷却速率为1.1℃/秒。
样本尺寸:100×100×100mm
电排放处理
放电后,加工模具的表面将被重新铺面(白色层)和未填充的层覆盖。两层结构都非常脆,因此对模具的寿命非常有害。
如果执行排放处理,则必须通过磨碎或打磨油石来去除电火花白层。
模具完成后,应在低于原始回火温度25℃的温度下进行一次调节。
Unimax模具钢表面处理
为了减少摩擦并增强耐磨损性,霉菌钢可以接受一些表面处理,最常用的治疗方法是硝化处理以及表面PVD和CVD涂层。
高硬度和高韧性以及良好的尺寸稳定性,使Unimax非常适合制造各种表面涂层的基质钢。
硝酸盐和硝化碳化和碳化力可以形成高硬度表面,从而提高耐磨性和咬合的耐药性。
硝化后的表面硬度约为1 0 0 0 0-1200HV0.2kg,应根据使用要求选择硝化层的厚度。
PVD
PVD,物理蒸气沉积,是一种在200-500℃的温度下沉积在底物表面上的耐磨性表面涂层。
CVD
CVD,化学蒸气沉积,是在1000°C下获得抗磨损表面涂层的一种方法。
Unimax Mold钢焊接
只要您注意每个包皮环切术,例如正确准备焊接区域,适当的焊接导线,正确的焊接预热,对模具的冷却速度的控制,正确的焊接后热处理等等,工具钢的焊接也可以取得良好的效果。 。以下指导概述了最重要的焊接参数。
焊接修复方法TIG MMA
预热温度1 200-250℃200-250℃
填料
UTPADUR600UTP A73G2 UTP 67SUTP 73G2
最高层间温度2 350℃350℃
焊接冷却后,在最初的两个小时内以20-40°C/h冷却,然后冷却
焊接54-60 hrc 55-58 hrc后硬度
焊接后热处理
硬化状态510℃持续了两个小时
根据建议的热处理退火状态
注意:
1。模具必须达到预热温度,并在整个焊接和修复过程中保持。
不断防止焊接裂纹。
2。在模具上执行多层多通焊时,当焊接后焊缝时,最小前焊缝是
温度称为层间温度。如果超过此温度,则模具会在焊接区域变形或软化。
区域风险。
unimax霉菌钢价
国内和进口模具钢的价格范围不同,而且价格在不同的时间段内波动。建议您咨询相关的制造商和分销商以获取实时钢价!
S136霉菌钢
S136模具钢化学成分

S136霉菌钢特性
S136模具钢是一种高端不锈钢钢,具有以下特征:
①糖耐腐蚀性
②极好的抛光
Excellent耐磨性
④Excellent加工
⑤在淬火期间出色的稳定性
结合上述优势使该钢级具有出色的生产特征。由于其极好的耐腐蚀性,
使用塑料模具的好处的概述如下:
⑴降低维护成本
长期使用模具后,模具孔的表面保持光滑。当模具在潮湿的环境中操作或存储时,不需要特殊的保护。
⑵降低生产成本
由于模具冷却水通道不受腐蚀影响(与普通的模具钢不同),因此热传导特性和冷却效率在整个模具寿命中保持稳定,从而确保模具的永久形成时间。
上述好处结合了S136的高磨损耐药性,以提供低维修成本和高寿命造型,以获得最佳的经济利益。同时,S136已通过“电矿渣再升压方法(ESR)”进行了完善,并具有纯净而微妙的组织。
S136霉菌使用
建议使用S136霉菌钢,并且由于其特殊特性,它更适合特殊环境的需求。
ⅰ耐腐蚀和锈蚀:
用于成型材料,例如腐蚀性PVC,乙酸等,或必须在潮湿环境中工作和存储的模具。
ⅱ戴阻力
当使用高磨损(包括热固性注射模具)或模具需要更长的工作时间时,例如电子零件,丢弃的切割机,用具等需要更长的工作时间,则需要霉菌。
ⅲ高光滑表面
制造光学产品,例如相机,太阳镜,化学仪器和塑料产品。
S136的耐腐蚀性:
S136可以抵抗水,水蒸气,弱有机酸,稀释硝酸盐,碳酸盐等。一种由S136制成的霉菌。如果您在潮湿的环境中运行或在正常条件下使用腐蚀性塑料材料,则不会生锈或污染。当S136霉菌钢在低温下恢复并抛光到镜面时,它尤其表现出极好的耐腐蚀性。
S136模具钢热处理
soft退火
在受保护状态下,加热至780°C后,温度均匀,然后以每小时10°C的速度在炉中冷却至650°C,然后放入空气中进行冷却。
⒉应激
经过粗糙处理后,必须将其加热至650°C,并且温度均匀2小时后,将其缓慢冷却至500°C,然后放入空气中以冷却。
Quinting
预热温度:600-850℃
淬火温度(奥斯丁化温度):1020-1050℃
普通温度:1030℃
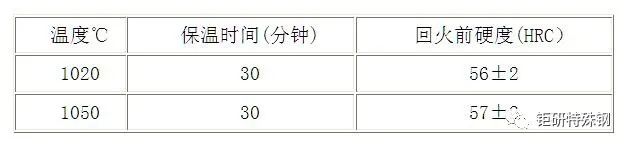
绝缘时间=炉中的绝缘时间仅在钢的表面和中心以达到一致的淬火温度后才能计算出来。
在淬火过程中保护以避免脱碳和氧化
4。冷却介质
(1)石油
(2)流动的颗粒炉或盐浴炉250-550℃淬火,然后在高速空气中冷却。
(3)高速气/真空炉中有足够正压的气体努力达到最合适的特征。在模具的变形度可以接受的条件下,冷却速度越快,越好。在真空炉中进行热处理时,建议使用4-5栏的空气压力。
钢应立即冷却至50-70℃(120-160°F)。
⒌坚持
请参阅根据所需的硬度值选择回火温度的回火曲线图。脾气两次。每次回火后,必须将其冷却至室温。最低的回火温度为180℃(适用于小块)。绝缘时间至少为两个小时。
注意1:建议在250°C下进行降温,以找到韧性,硬度和腐蚀性的最佳组合。
注意2:应避免使用高度高的奥斯丁化温度和太低的回火温度
S136模具钢尺寸变形
淬火和回火,不同类型的炉子和淬火介质的温度将影响霉菌尺寸的变化。
模具的大小和几何形状同样重要。在霉菌处理过程中,应保留处理量以弥补热处理后的尺寸变形。
建议将0.15%保留为粗糙和半固定之间的S136的加工预订指数。
S136模具钢蚀刻花
S136霉菌钢的杂质含量低,非常适合光蚀刻。由于S136具有出色的耐腐蚀性,因此必须使用特殊的光蚀刻过程。该功能也广泛地熟悉了花卉公司。
S136霉菌抛光
淬火和回火S136霉菌钢具有出色的抛光特性。但是,抛光技术与其他阿萨布钢有所不同。主要原则是在细磨碎和抛光时采用多个程序,并且不要在非常粗糙的表面上抛光。但是,当抛光时,在删除了先前的抛光过程留下的划痕后,必须立即停止抛光。
本文采摘于网络,不代表本站立场,转载联系作者并注明出处:http://mjgaz.cn/mjg/273968.html
