
模具钢增材制造及其性能研究进展
张亮亮1、周洋1、刘诗峰1、杨欣2、王艳1
摘要: 随形冷却模具一般具有复杂的异形流道,可以大大提高冷却效率和产品表面质量,但其加工难度很大。 增材制造是一种通过逐层堆积实现零部件成形的技术。 其优点是可以实现材料复杂的内部结构。 粉末制备是增材制造的基础和关键步骤。 粉末的质量在一定程度上决定了添加剂零件的质量。 常见的模具钢粉末制备方法有气体雾化法和等离子旋转电极雾化法。 在增材制造过程中,材料将经历快速熔化和快速凝固过程,并且还将经历层间热循环。 其组织和显微组织将严重偏离平衡凝固时的组织和结构。 模具钢添加剂体的抗拉强度和屈服强度一般高于铸造母材,低于轧制或固溶时效母材,其塑性一般难以满足使用要求。 本文综述了粉末制备和典型模具钢增材工艺、组织和性能,以期为模具钢增材制造的深入研究提供参考。
关键词:随形冷却; 添加剂制造; 等离子旋转电极雾化; 气体雾化; 模具钢; H13钢; 18Ni300钢
模具被誉为“工业之母”,其制备是现代制造业的核心。 模具技术水平已成为衡量一个国家制造业水平的重要标志。 我国大型、精密、复杂、长寿命优质模具的自给率仅为30%左右,大部分依赖进口。 我国优质模具自给率低的原因大多是所需模具钢的某些性能达不到使用要求,或者某些性能远低于国外同类产品。 同时,材料的热处理工艺也存在一些问题。 增材制造作为一种近净成形技术,可以将复杂的三维结构转变为二维平面结构,然后通过材料的逐层堆积进行固体增材制造。 该方法不仅可以实现形状控制,还可以实现组织控制。 以及对成分的精细控制。 这项技术正在改变传统模具设计和材料设计的思维。 但目前国内外对模具钢增材制造的研究还比较少,这也导致其工业化应用缓慢。
国内外该领域的研究主要集中在增材制造专用模具钢粉末材料的设计及其制备技术,以及增材制造过程中模具钢的形状和可控性研究。 由于其使用环境复杂,模具往往需要在有冲击载荷、冷热交替或腐蚀的环境下连续工作。 因此,对模具钢增材件的综合力学性能要求较高。 除了具有较高的拉伸强度外,还需要具有一定的塑性韧性,特别是冲击韧性。 所用粉末一般要求球形度和堆积密度高、粒度分布范围窄、杂质元素含量极低。 制粉过程中必须严格控制空心粉的数量。 过多的空心粉会增加添加剂体内出现气孔或气孔的概率,并降低其密度; 当杂质元素含量超过限定值时,如氧、氮过多,会降低晶界结合强度,增加脆性。 目前制备球形粉末的主要方法有等离子体旋转电极雾化(PREP)法和气体雾化(GA)法。
目前增材技术在模具制造中的应用主要集中在具有随形冷却通道的高端注塑模具上。 这种新型模具解决了传统直孔冷却水道冷却不均匀的瓶颈问题。 成功将增材制造技术应用于随形冷却模具加工工艺的公司主要有国外的EOS和3D Systems。 EOS公司采用激光选区熔化技术制造的随形冷却流道模具,表面温度分布均匀,型腔表面温度从120℃降低到90℃。 产品生产周期缩短17%,产品质量提高。 经过 370,000 第二个周期后,总共节省成本高达 20,000 欧元。 此外,德国SLM Solutions、美国霍尼韦尔、英国中央兰开夏大学、德国多特蒙德工业大学等也对随形冷却流道模具的增材制造进行了广泛的研究。 国内模具钢增材制造工艺技术起步较晚。 武汉华科3D、大连微米速造、上海悦锐3D等公司已经探索了增材制造随形冷却流道模具的一些应用。 然而,增材制造成型零件与传统方法制造的零件在结构和成型性能上存在显着差异,还容易出现微裂纹、气孔、氧化等缺陷,严重影响增材制造成型模具的质量和工艺推广。 。 因此,模具钢的增材制造及性能研究受到学术界和工业界的广泛关注。 本文将简要讨论以下两个方面:(1)模具钢粉末的制备方法; (2)典型模具钢的增材制造及其力学性能。
01
模具钢粉末的制备方法
目前,模具钢球形粉末的制备方法主要有等离子旋转电极雾化(PREP)法和气体雾化(GA)法。 不同制粉方法的效率和粉末质量存在一定差异,下面简单讨论。
1.1 等离子体旋转电极雾化法
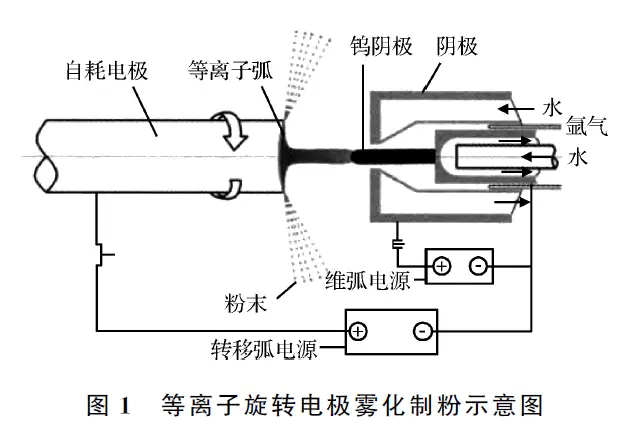
等离子体旋转电极雾化(PREP)方法将由金属或合金制成的金属棒置于旋转装置中作为自耗电极,然后将电极置于惰性保护气体下使其高速旋转。 体电弧将其加热熔化,形成的液膜在离心力的作用下分散并飞离电极棒端面。 当液膜在雾化中与惰性保护气体摩擦时,在剪切力的作用下进一步被破碎,最后在表面张力的作用下被破碎。 一种快速冷却并凝固形成球形粉末的技术。 其制粉示意图如图1所示。
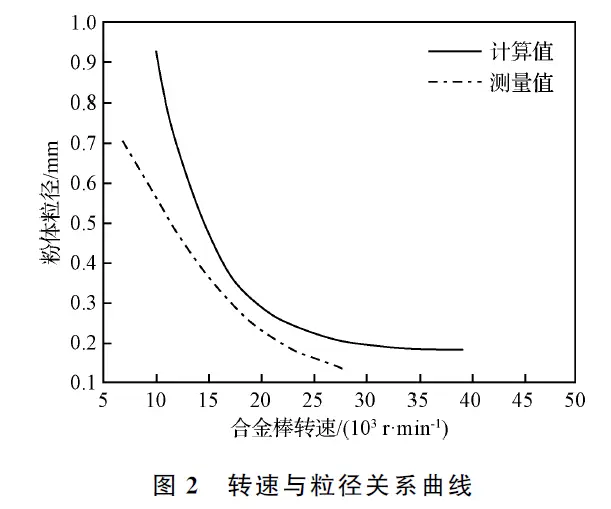
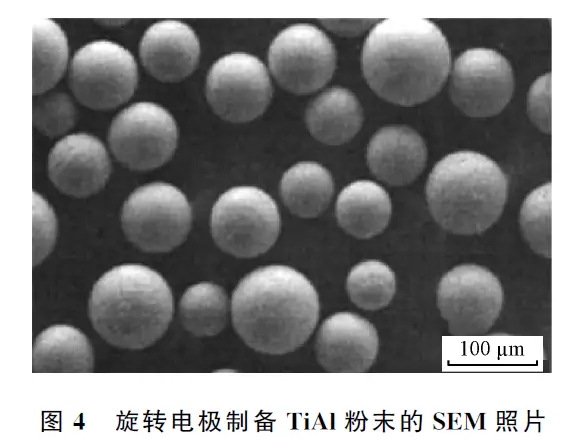
电极转速、电弧功率、保护气体类型和材料性能都会直接影响PREP制备的粉末的纯度和球形度,其中电极转速的影响最为关键。 刘军等. 通过调节电极转速得到不同粒径的TC4粉末。 随着转速的增加,粉末粒径减小,如图2所示。此外,随着粒径增大,粉末中氧的质量分数逐渐减小,而氮的质量分数小于0.005 5% ,无显着变化; 当转速达到25 000 r/min时,发现大部分粉末呈规则球形,球形率达95%,如图3所示。 通过PREP制备了Ti-47Al-2Cr-2Nb球形粉末。 当电极棒直径为70 mm、转速为18 000 r/min时,球形率较高,达到99.6%。 粉末中氧的质量分数随着粒径的增大而增大。 直径急剧减小和增大,但不超过0.1%。 氮元素的质量分数几乎没有变化,约为0.004%。 图4为杨欣等人制备的粉末的扫描电镜照片。 使用 PREP 方法。 从图4可以看出,粉末均呈球形,无卫星粉末。
通过PREP得到的粉体球形度好、粒径分布范围窄、氧含量低、表面洁净、粒径易于控制。 是制备金属增材制造用粉末的理想方法。 但PREP处理效率低、设备运行成本高。 ,导致生产成本较高,这也是该方法工业化应用率低的主要原因。 该方法对不同物料具有良好的适用性,因此可用于加工一些市场需求量相对较小的有色金属、难熔金属等粉末。 也适合科研单位小批量粉体生产加工。
1.2 雾化法
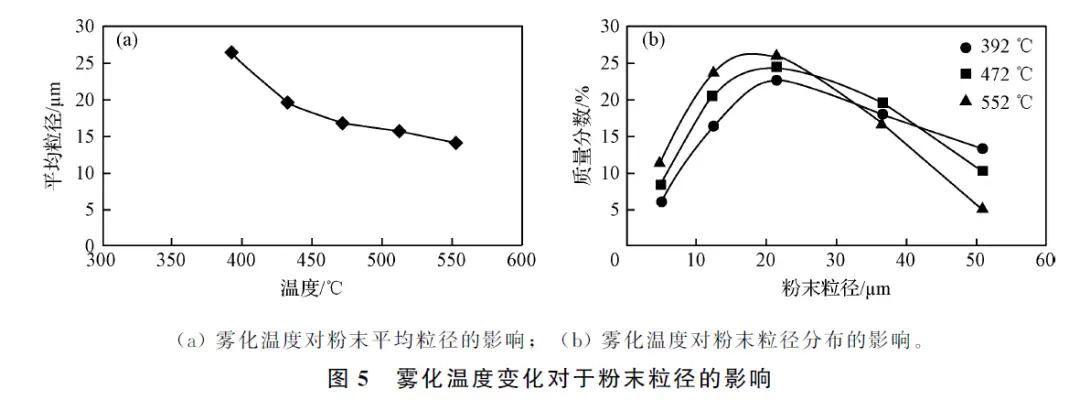
气雾化法是利用高速气流直接破碎金属及合金液流形成金属熔体的方法。 其本质是通过雾化喷嘴喷出高速、高压的介质流,将熔体破碎成细小的液滴,然后冷却成粉末。 该过程也称为气体雾化,因为常用的介质是气体。 粉末颗粒的形状主要由熔融金属的表面张力、冷却能力、雾化介质的密度、流量和活性决定。 一般来说,气雾化的冷却速度较慢,制备的粉末通常为球形或准球形,而相应的水雾化的冷却速度相对较高,粉末形状往往为多边形或不规则形状。 。 早期的气雾化制粉技术研究大多采用“自由落体喷嘴”,但这种雾化效率较低,只能制备50~300μm的粉末。 由于气雾化生产过程复杂,影响因素较多,李鑫等人通过实验得到了粉体平均粒径和质量分数随雾化温度变化的变化曲线,如图5所示,即,当雾化温度变化时,温度升高,所得粉末的平均粒径减小,但当温度升高到一定程度时,粉末的粒径变化很小。 王琪等人的测试结果。 结果表明,随着雾化压力的增加,钛合金的平均粒径逐渐减小。 他们还发现,在不同的雾化介质中,氮气和氩气的效果相似,氦气的效果也相似。 较好,但后两者价格较高,因此选择氮气更为经济。
综上所述,比较PREP和GA方法,影响PREP粉体生产质量的因素数量比GA少,说明PREP更适合不同的物料,所得粉体的质量更可控,但其生产效率和生产成本相对较低,因此GA方法更适合工业化大规模生产,而PREP更适合满足稀有金属、有色金属和部分难熔金属的个性化生产需求。
02
典型模具钢的增材制造及性能
模具钢的种类很多,不同类型的模具对应的模具钢的性能要求也有较大差异。 常见的模具钢种类有马氏体不锈钢、高合金低碳钢、优质碳钢等,本文以目前添加剂领域研究和应用最多的两种典型钢种H13和18Ni300为例以模具钢增材制造为例,简要讨论模具钢增材制造的工艺、显微组织和力学性能。
2.1 H13钢的增材制造及其性能
H13钢是一种热作模具钢,其在国家标准GB/T1299-2014中对应的牌号为4Cr5MoSiV1。 H13钢母材中温(600℃左右)综合性能好,淬透性高,热处理变形率低,使用寿命长。 其具体成分如表1所示。H13钢常用于模锻锤模具、铝合金压铸模具、热挤压模具、高速精锻模具和锻压模具等。增材制造常用方法H13钢的制造包括选择性激光熔化(SLM)、激光能量沉积(DED)和电弧增材制造。 由于成型热源不同,这些方法在增材工艺、微观结构和力学性能方面存在一定差异。
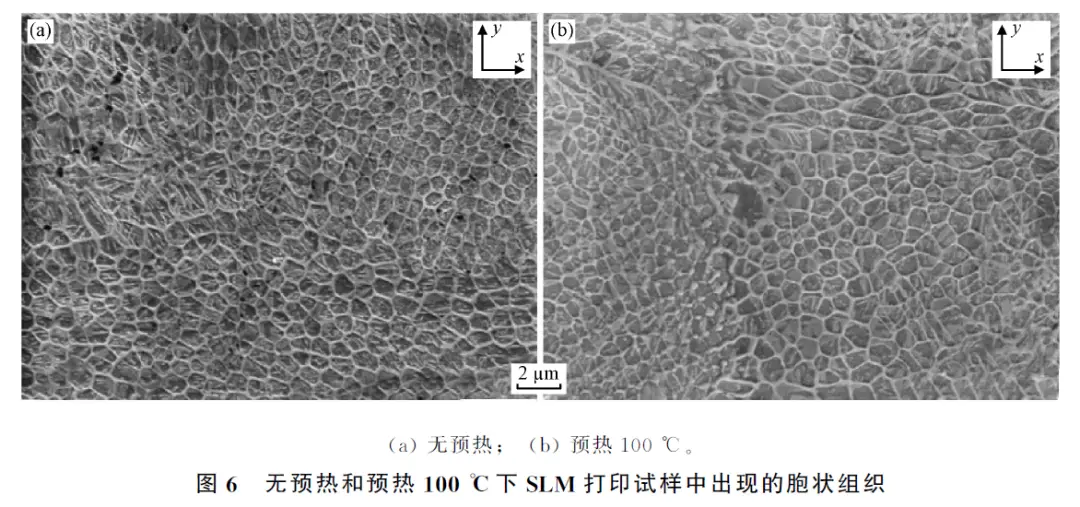
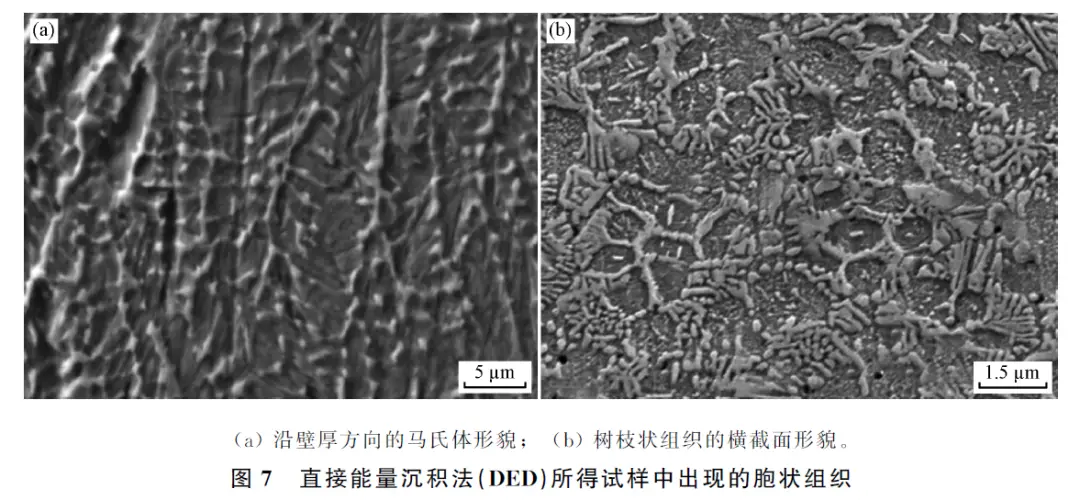
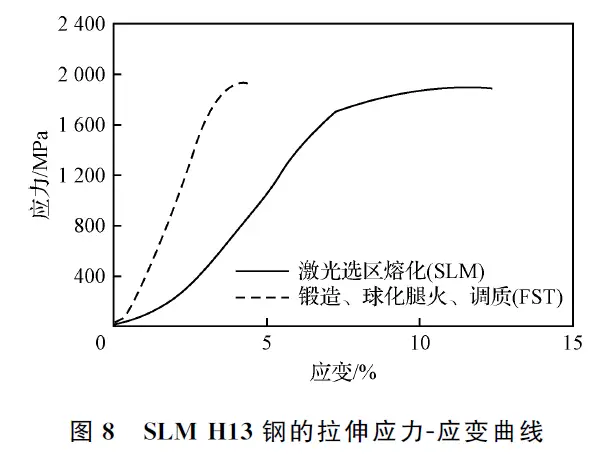
H13钢增材件的显微组织中可以清晰地观察到胞状和枝晶组织,残余奥氏体组织也分布在枝晶之间。 不同增材方法得到的枝晶和晶胞的形貌也略有不同,这主要是由于热输入不同造成的(根据线性能量密度比较)。 对于SLM,热输入较小,细胞组织直径一般为0.5~2 μm,如图6所示。热输入大的DED添加剂中细胞结构的直径(热输入为5~8 SLM的倍数)一般为2~30μm,如图7所示。同时,DED增材零件中的二次枝晶必须明显比SLM厚。 学者研究还发现,枝晶间区域Cr、Mo、V元素含量明显较高,残留奥氏体位置较多。 细胞组织是凝固过程中微观偏析的结果。 在热输入较大(热输入是DED的3至6倍)的电弧增材体中,可以观察到块状铁素体组织。 H13钢中的富碳可以稳定奥氏体,但目前对于H13钢添加剂体中奥氏体的形成还没有明确的解释。 Holzweissig MJ 等人。 认为奥氏体的形成是由于添加过程中自回火引起的碳扩散。 Krell J等人还发现了δ铁素体和枝晶间的γ相。 SLM增材件的晶体织构可能很弱,强度与冷加工状态相当,塑性是冷加工状态的3倍,如图8所示,但冲击吸收能量仅 14.4 J。
一般轧制H13钢板的平均硬度值为540HV左右,退火钢板的平均硬度值为250HV。 SLM制备的H13钢添加剂体平均硬度值可达680HV; 而DED添加零件硬度略有降低,平均值为600HV; 电弧附加件的平均硬度为470HV。 随着热输入的增加,添加剂体的平均硬度值降低。 SLM和DED添加剂体的平均硬度值高于轧制H13钢,电弧添加剂体的硬度值低于轧制H13钢。 ,但高于退火母材。
H13钢母材经1 038 ℃固溶和482 ℃时效后得到的平均抗拉强度和平均屈服强度分别为1 900 MPa和1 500 MPa。 XUE L等利用DED得到的H13钢添加剂体平均抗拉强度为2 000 MPa,平均屈服强度为1 200 MPa。 Mertens R 等人的测试结果。 结果表明,SLM增材制造生产的H13钢的屈服强度为1 236 MPa,抗拉强度为1 712 MPa。 他们还发现,预热粉末床可以降低屈服强度并提高抗拉强度,但强度值低于相应母材的强度值。 王婷婷采用电弧增材法获得H13钢薄壁件,最大抗拉强度为1187 MPa,屈服强度为800 MPa。 上述结果表明,固溶时效处理后H13钢添加剂体的抗拉强度和屈服强度均低于母材,因此添加剂体的后续热处理尤为关键。 H13钢添加剂体的热处理方法与母材相同,均为固溶时效。 有些增材体也只能进行时效处理。 热处理后,添加剂体的抗拉强度和屈服强度明显提高,但仍略低于母材。 增材件经过退火或时效处理后,增材件的强度可与轧制母材相当,但伸长率仍会明显降低,这主要是其内部有孔洞等缺陷造成的,如图所示如图9所示。
2.2 18Ni300钢的增材制造及性能
18Ni300是一种低碳马氏体时效钢,具有强度高、韧性好、耐磨性高等优点。 常用于制造塑料模具。 由于其优异的焊接性,18Ni300常用于增材制造。 18Ni300添加剂体的结构与传统铸造或轧制方法获得的母材的结构有很大不同。 在增材体的结构中还可以清晰地观察到细胞组织和树突组织。 Campanelli SL等人采用激光能量直接沉积法获得的胞状晶体结构尺寸约为数十微米。 如图10所示,原始奥氏体晶粒尺寸可达1毫米左右。 在这样的粗大组织中,产生马氏体。 体相变导致马氏体组织与正常条件下产生的马氏体组织在形态和性能上存在明显差异。 Jagle EA等利用SLM方法获得的增材部件的胞状晶体结构的尺寸约为几微米。 在18Ni300的添加组织中可以清晰地观察到残余奥氏体(奥氏体的生成可能与冷却速度过快、元素偏析或残余应力有关),它是凝固过程中合金元素在枝晶(晶胞)之间形成的。 (图11)。 镍的富集可以使奥氏体稳定到室温。 因此,增材制造制备的马氏体时效钢含有大量的奥氏体(6%~11%)。
通过优化添加剂工艺参数和热处理参数,18Ni300添加剂体的屈服强度和抗拉强度均能达到固溶时效母材的强度。 宋杰等人制备的18Ni300添加剂体。 采用SLM方法的拉伸强度为1000MPa,屈服强度为850MPa。 随后经840 ℃固溶2 h、480 ℃时效6 h后,接头抗拉强度提高至1 600 MPa,屈服强度提高至1 800 MPa。 Félix-Martínez C等人制备的18Ni300添加剂体。 采用DED法制备的抗拉强度为900 MPa,屈服强度为800 MPa,略低于SONG J等人制备的上述添加剂。 使用SLM方法。 添加剂体的后续热处理主要是固溶时效或仅时效处理。 热处理后,添加剂体的屈服强度和抗拉强度显着提高。 目前,采用电弧增材制造方法制备18Ni300的研究相对较少。
03
综上所述
(1)目前模具钢增材制造较常用的方法有激光选区熔化、直接能量沉积和电弧增材制造。 其中,激光选区熔化法的应用案例最多,也有相对较多的学者进行研究。
(2)增材制造技术逐渐成为模具制造方法的有力补充,为复杂模具的制造奠定了技术基础。 但经过轧制或固溶时效处理后,添加剂体的最大抗拉强度和屈服强度仍低于母材,尤其是屈服强度; 同时,其抗冲击性能和疲劳性能仍不如传统方法制造的模具。 差距较大。
(3)后续研究应更加关注如何提高模具钢的抗冲击性能和疲劳性能,同时优化热处理制度。 现有方法更倾向于固溶时效,而对于近净形增材制造来说,选择合适的热处理体系以提高强度和韧性,同时减少对增材零件尺寸精度的影响非常重要。
04
参考
轻微地。
05
引用这篇文章
张亮亮、周洋、刘诗峰、杨欣、王艳。 模具钢增材制造及性能研究进展[J]. 中国冶金学, 2022, 32(3): 1-8. 张亮亮,周阳,刘世峰,杨欣,王艳。 模具钢增材制造及性能研究进展[J]. 中国冶金工业, 2022, 32(3): 1-8.
06
PDF原文免费下载
本文采摘于网络,不代表本站立场,转载联系作者并注明出处:http://mjgaz.cn/mjg/3260.html
