
热加工行业论坛()——热加工行业人员在线技术交流之家。 一个以冶炼、铸造、锻造、焊接、热处理、理化检测等相关知识为主,辅以机械加工、计算机设计等知识的行业技术网站。 点击标题下蓝色字“热处理论坛”免费关注,我们将为您提供铸造、锻造、热处理、焊接等方面的知识延伸。
新型优质塑料模具钢发展迅速,如P20、718等,分别是美国和瑞典的标准钢种。 过去,我国大量进口P20和718预硬模块。 近年来,一些特钢厂也开始生产。 为了提高塑料模具钢的预硬质量,对718钢的调质组织及预硬工艺进行了研究。
塑料模具钢的性能要求
(1)力学性能要求:σs≥355MPa、σb≥600MPa、δ≥20%、Ψ≥40%。 预硬化处理要求硬度为28~32HRC且分布均匀。 硬度低时,耐磨性差,使用寿命短。 当高于32HRC时,加工较困难。
(2)工艺性能要求:优良的淬透性,使整个淬火断面具有马氏体组织。
(3)抛光性能好。 塑料模具在加工过程中需要进行抛光处理,以达到一定的表面粗糙度。 例如718钢模具抛光后,要求表面粗糙度Ra≤0。 016μm。
(4)应具有一定的抗热疲劳性能。 抗热疲劳性能差会导致热疲劳裂纹,降低使用寿命。
根据上述性能要求,718塑料模具钢应进行预硬化处理,实际上是调质(淬火-高温回火),以获得均匀细小的回火屈氏体或索氏体组织。 预硬化处理一般在冶金厂进行,即将钢锭锻造并轧制成大模块或扁钢。 经过预硬化处理后出厂。 加工成塑料模具后,用户可以直接使用其生产塑料制品,无需进一步热处理。 718适合锻造、轧制成大模块,进而加工制造大中型塑料模具。
718钢调质工艺
实验所用718钢为复钢生产,其化学成分为(%):0.35C、1.74Cr、1.22Ni、0.48Mo、0.54Si、0.90Mn。 相当于我国的3Cr2NiMo。
718钢的临界点为AC1:725℃,AC3:810℃,MS:280℃。 奥氏体化温度通常为850~860℃。 本实验采用的样品尺寸为20mm×20mm×30mm。 各工艺实验测得的硬度和组织如下:
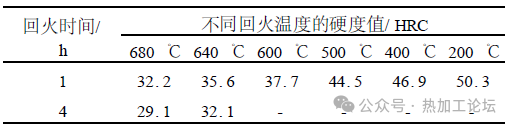
(1)850℃奥氏体化,保温20分钟,水淬,马氏体组织,硬度HRC=56.9。 淬火、回火1h和4h后,测量硬度,如表1所示。
表1 718模具钢液淬马氏体回火温度对钢材硬度的影响
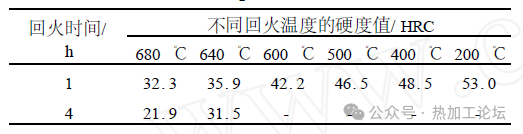
(2)850℃奥氏体化,保温20分钟,空冷,硬度HRC=53.7。 空冷淬火的组织为马氏体+少量贝氏体组织,比水淬低3HRC。 空冷淬火后回火1h、4h,测量硬度,如表2所示。
表2 718模具钢空冷淬火马氏体+贝氏体回火温度对钢材硬度的影响
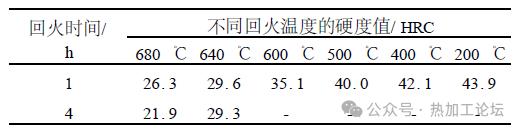
(3)850℃奥氏体化,保温20min,炉冷120℃/h。 炉冷后组织为贝氏体,硬度HRC=44.2。 炉冷后回火1h、4h。 硬度如表3所示。
表3 718模具钢炉冷贝氏体回火温度对钢硬度的影响
试验表明,采用水淬、油淬、空冷可得到马氏体、马氏体+贝氏体、贝氏体等不同组织,硬度不同。 回火后硬度随温度升高而降低。 根据预硬处理要求的硬度为HRC28~32。 根据淬火后的硬度和组织不同,采用的回火温度也不同:水淬产生马氏体组织,硬度高达56HRC,需要在640~680℃回火,这是最理想的。 但如果通过淬火获得贝氏体组织,则硬度会较低。 为了保证HRC28~32所需的硬度,需要降低回火温度。 如果通过淬火得到马氏体+贝氏体,或贝氏体组织,则硬度会在40~50HRC左右波动。 这就要不断调整回火工艺参数,势必给生产操作带来困难,工艺不稳定会导致硬度不均匀,预硬质量不稳定。
718钢预硬结构
718钢锻轧后的模数尺寸较大,一般有效厚度为100~500mm。 小型锻件可通过油淬淬火获得马氏体组织,但大中型锻件难以通过油淬淬火,可能获得马氏体+贝氏体组织或完全贝氏体组织。 因此,进行了马氏体的回火试验和组织观察,并对贝氏体的回火转变组织进行了研究比较和优化。
(1)850℃奥氏体化,水淬得到马氏体组织,然后640℃回火得到回火屈氏体组织,由α2Fe和渗碳体组成(图1)。 可以看出,铁素体仍具有条状形貌,α2Fe中已形成亚晶,但再结晶尚未完成(图2)。 碳化物呈小短棒状,并按一定方向分布。 通过衍射测定的碳化物包括Fe3C和M23C6。
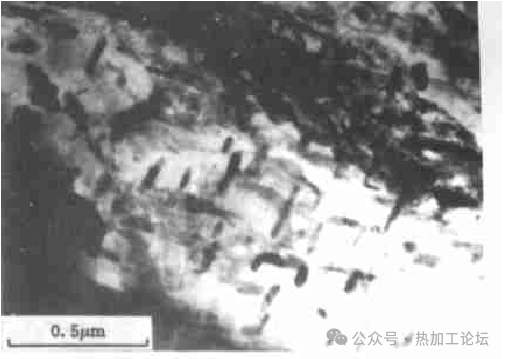
图1 718模具钢回火铬铁矿,TEM
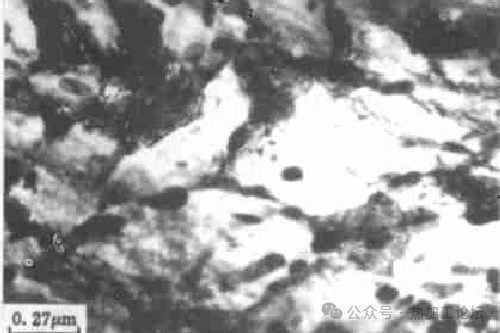
图2 718模具钢回火铬铁矿中的亚晶,TEM
(2)850℃奥氏体化,炉冷获得以上贝氏体为主的组织,然后在640℃回火,获得回火屈氏体组织(图3)。 可以看出组织比较粗大,碳化物颗粒也明显粗大。 关于贝氏体组织回火转变过程的研究资料并不多。 有人认为回火转变过程与回火马氏体相似。 碳化物的成分与奥氏体的化学成分及其分解温度有关。 本试验进行的贝氏体高温回火组织由铁素体+渗碳体组成。 由于铁素体尚未完成再结晶,仍保留原始贝氏体铁素体形态的痕迹,故仍称为回火屈氏体。 与图1相比,碳化物粗大得多。 它不像马氏体回火那样从马氏体中析出碳化物,而是贝氏体中的原始碳化物在回火过程中不断长大。 衍射测试表明碳化物主要为渗碳体,未发现M23C6碳化物。 贝氏体组织的回火转变与回火马氏体的转变过程虽然相似,但并不完全相同。
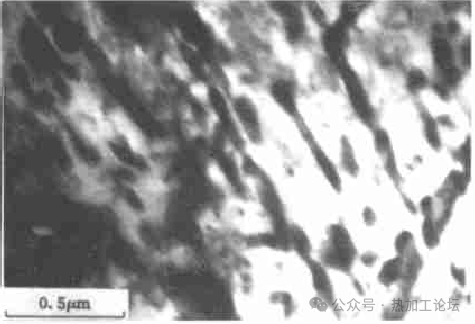
图3 718模具钢贝氏体回火后回火屈氏体组织,TEM
比较以上两种淬火状态的回火组织,最好是完全淬火得到马氏体组织,然后进行高温回火,得到均匀细小的回火屈氏体组织。
718钢预硬工艺
根据上述研究成果和工业生产实践,718钢的预硬化工艺参数为:850℃奥氏体化,然后淬火。 厚度小于100mm的模具扁钢可采用油淬或压缩空气淬火设备,可淬透; 厚度100~500mm的大中型锻件可采用油淬或水油冷双液淬火,或水空气淬火。 -油三介质淬火,淬火后640~660℃回火。 时间参数取决于锻造零件的尺寸,并且可以借助计算机程序辅助进行设计。 718钢大型锻件推荐的淬火工艺曲线如图4所示。
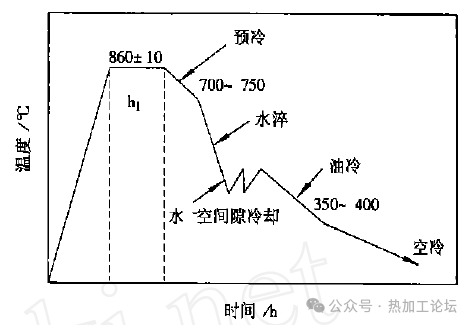
图4 718模具钢500mm大型锻件淬火工艺曲线
结论
(1)冶金厂生产的718钢大模块、模具扁钢应进行预硬处理,获得硬度为50~55HRC的马氏体组织,以保证回火后的托氏体组织具有HRC28~55要求的硬度。 55HRC。 32.
(2)为了保证718钢预硬工艺参数的稳定性和优良的组织性能,淬火不应获得贝氏体+马氏体组织或贝氏体组织。
(3)典型的预硬化工艺为860℃奥氏体化,油淬或水淬,油冷,640~660℃回火。
本文采摘于网络,不代表本站立场,转载联系作者并注明出处:http://mjgaz.cn/mjg/392.html
