
1、冷作钢的要求
冷作工具钢用于制造金属和陶瓷材料冲裁和成型的模具。
(1)模具表面温度通常不超过200℃;
(2)为了使模具充分发挥其性能,冷作模具钢必须具有足够的:
硬度、耐磨性和抗压强度
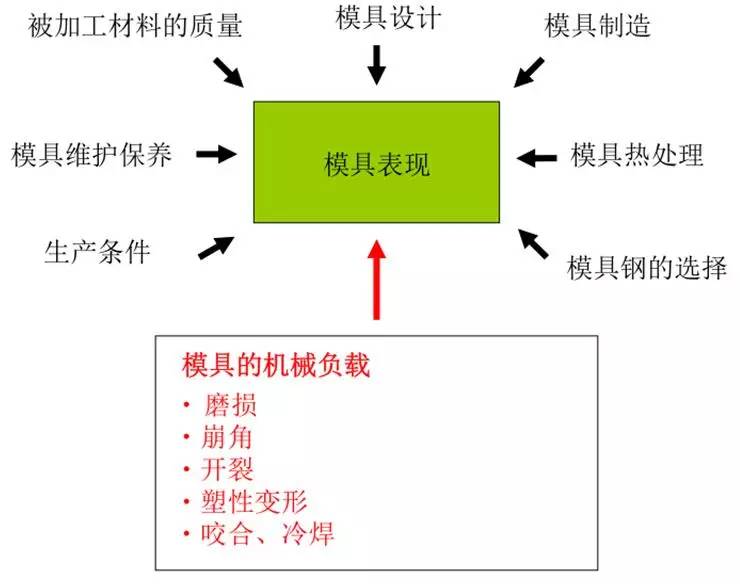
2、影响冷作模具寿命的因素
3、ASSAB冷作钢的选择步骤
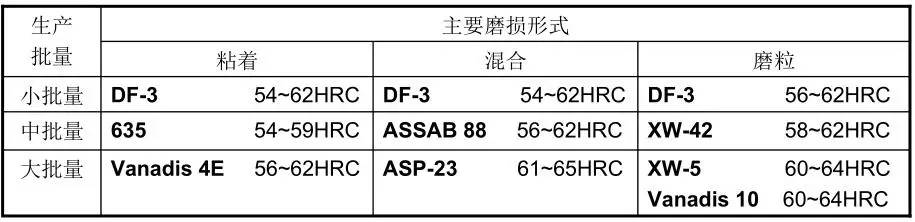
•首先确定模具的主要失效模式;
•其次,在ASSAB钢种中选择抵抗这种失效模式最好的钢种(参见牌号列表);
•重新确定需要生产的产品数量。
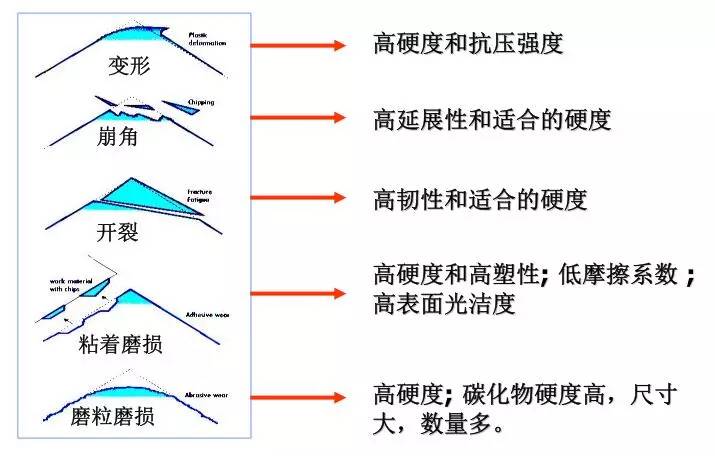
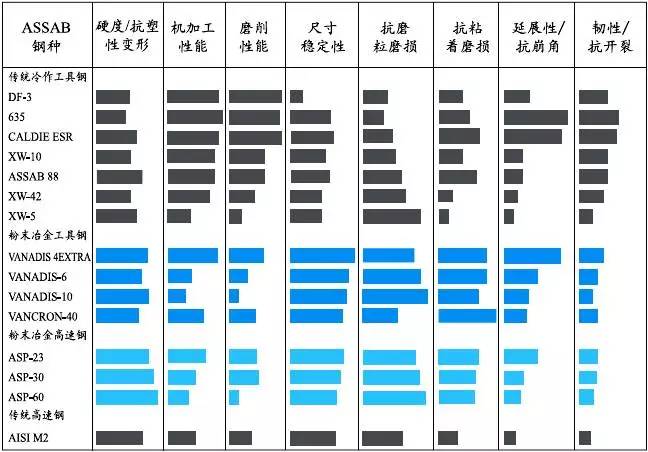
4、工具钢的失效模式及性能要求
5、ASSAB冷作钢的材料性能和失效机制
6、根据批量大小选择模具钢材
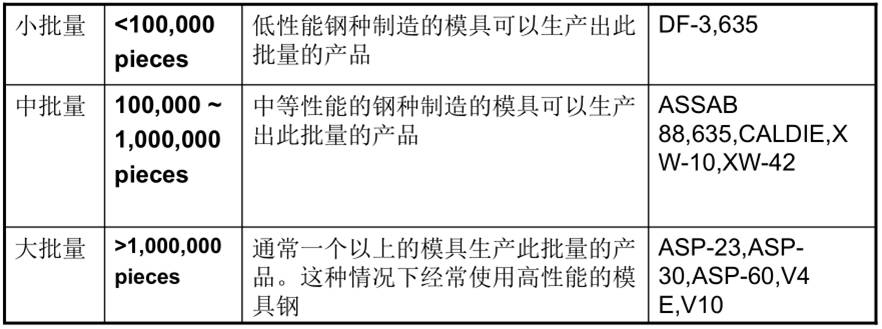
注:此定义未考虑冷作模具钢恶劣的工作环境(如较厚的材料和较高的硬度等)。 如果考虑到这些因素,生活就必须重新定义。
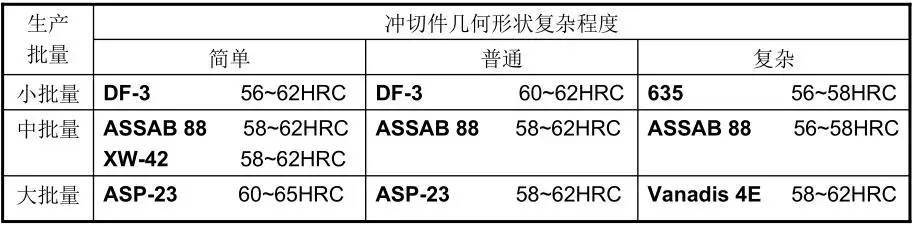
7.冷冲压模具材料的选择
1.冲孔用冲头和冲模/镶件的选择
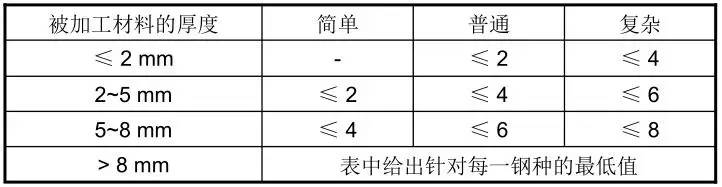
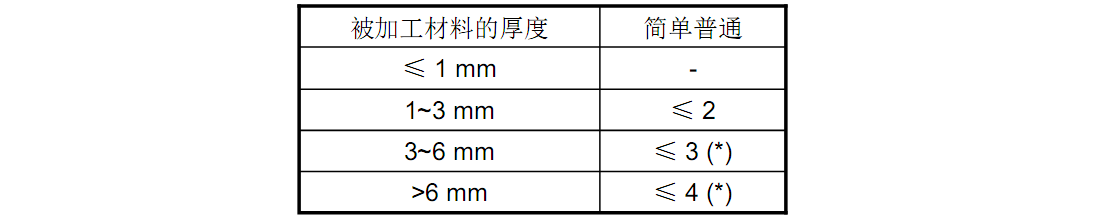
在不崩刃或开裂的情况下,模具的硬度应尽可能高。 应根据冲件的几何形状和被加工材料的种类、厚度、硬度,适当降低表中的最大硬度。 下表给出了参考值。
根据被加工材料的特性降低模具硬度时的参考值
2.精冲冲头和模具/镶件的选择
在不崩刃或开裂的情况下,模具的硬度应尽可能高。 应根据冲件的几何形状和被加工材料的种类、厚度、硬度,适当降低表中的最大硬度。 下表给出了参考值。
根据被加工材料的特性降低模具硬度时的参考值
*不推荐低于表中最低值的硬度
8、铁芯模具材料选择
1、铁芯模具需加工的材料
硅钢片:
化学成分约为0.8%至5%硅、0.06%碳、0.15%锰、0.03%磷、0.25%硫和5.1%至8.5%铝,其余为铁。 这些元素在硅钢片中的作用是:碳(C)会增加钢片的磁滞损耗。
2、铁芯模具材料特性
硅钢片的分类:硅钢片按含硅量可分为低硅片和高硅片。
总结就是:低强高脆材料,耐磨要求高
3、芯模材料性能要求
耐磨性:冲裁材料在冲头与切削刃之间产生剧烈的摩擦,导致模具因磨损而失效。 一般来说,模具零件的硬度越高,磨损量越小,耐磨性越好。 同时,耐磨性还与材料中碳化物的种类、数量、形状、尺寸和分布有关。
高温性能:当模具工作温度较高时,硬度和强度会下降,导致模具早期磨损或塑性变形而失效。 因此,模具材料应具有较高的抗回火稳定性,以保证模具在工作温度下具有较高的硬度和强度。
尺寸稳定性:对于铁芯产品来说,一般尺寸精度要求比较高,因此对模具的尺寸稳定性要求也高。
淬透性
韧性强:模具的工作条件大多十分恶劣,有的经常承受较大的冲击载荷,导致脆性断裂。 为了防止模具零件在运行过程中突然断裂,模具必须具有较高的强度和韧性。 模具的韧性主要取决于材料的碳含量、晶粒尺寸和组织状态。
疲劳断裂性能:模具在工作过程中,在循环应力的长期作用下,常常引起疲劳断裂。 其形式有小能量多次冲击疲劳断裂、拉伸疲劳断裂、接触疲劳断裂和弯曲疲劳断裂。 模具的疲劳断裂性能主要取决于其强度、韧性、硬度以及材料中夹杂物的含量。
3. ASSAB推荐的级进模冲头/凹模钢种
中小批量:XW-42(HRC 58-60)高碳铬钢,高耐磨,高抗压强度
大批量非高速冲孔:XW-5(HRC 60-62)V-10(HRC 60-64)极高含碳量(>2%)高铬钢,极高的耐磨性和抗压强度。
大批量高速冲孔:ASP-23(HRC 62-64) ASP-30(HRC 62-66) ASP-60(HRC62-66)高性能粉末冶金高速钢,碳化物极细、均匀分散,结合高耐磨性、抗压强度和韧性好,具有红硬性。
4.其他零件的材料选择
• 盲板
• 固定板
• 挡板等。
模具材料选用:XW-42 Cr12MoV XW-5 SKD11 1.2601 D2型ASSAB 88 9SiMn 9Mn2V或45#钢等。
建议进行深冷处理,以保证模具的尺寸精度。
你找到组织了吗? 这是“数控、模具、机械”人士的专属平台。 不要错过更多重要信息。 您只需点击几下即可关注它:

投稿邮箱:cnctec@163.com
官方网站:
本文采摘于网络,不代表本站立场,转载联系作者并注明出处:http://mjgaz.cn/mjg/51.html
