
问题讨论:

HPM1模具钢是一种镍-铝-铜沉淀预硬模具钢。 具有高抛光性、良好的焊接性、高纯度、高稳定性、优良的加工性能,各方面都很优秀。 硬度为HRC37-42,算是比较高的硬度了。 预硬钢的优点是无需热处理即可直接加工。 但客户在加工时遇到以下问题:

■烧伤
首先,烧伤的原因无非是砂轮散热不良和工件材料本身的特性。 这种钢材不太可能因受热而变形,但当刀具进给量较大时,砂轮的阻力较大。 如果散热本身不好,很容易将磨削热量传导到工件上,造成磨削点烧伤。 对于一般的#60粒度砂轮来说,0.015mm的进刀量有点太大了。 另外,线速度几乎是外径180mm的最高速度。 当切削量较大时,砂轮磨损较高,自锐性不能发挥作用时,砂轮表面会被堵塞,砂轮高速打滑,切削力会增大。减少,热量不能及时散发,研磨温度将继续升高,导致烧伤。 这是可能的主要原因。
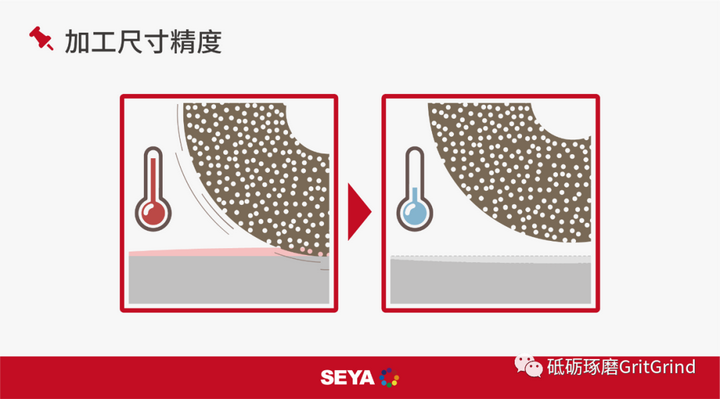
■加工尺寸精度
这部分判断是工件的平面度丢失。 当加工温度过高时,工件会发生热膨胀。 即使模具钢材的变形很小,在高精度要求下仍然会存在差异。 当热膨胀发生时,砂轮将磨削去除工件膨胀的部分。 温度下降后,会发生过切,即磨削量超过预期,尺寸精度不正确,或者前面提到的烧伤也会造成表面损伤。 如果粗糙度不好,精度要求也会不合格,所以需要以解决磨削热为主要出发点。
实际测试:
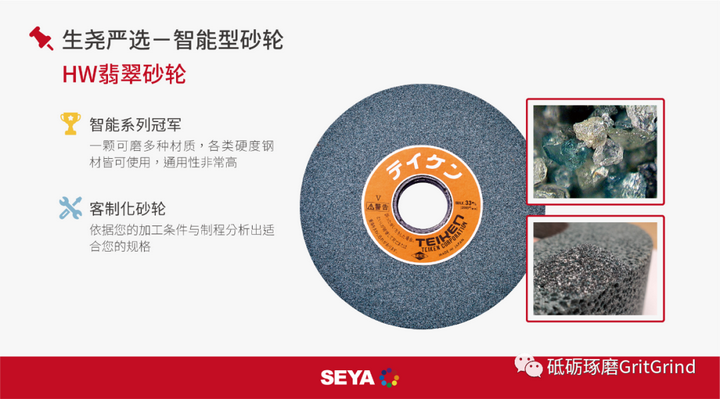
为了减少加工过程中产生的磨削热量,圣耀技术团队推荐使用HW玉石砂轮。 HW玉石砂轮是WA+GC合成的砂轮。 GC的高破碎性和高消耗性加上WA,在降低消耗的同时,还保持了GC的切削力,并具有较强的自锐性能,减少了研磨产生的堵塞和热量。 再加上独家的气孔技术,将排屑和散热提升到更高的水平。 使用后,客户产生的反馈热量减少,尺寸和精度非常稳定。 ,是以前从未使用过的砂轮。 一般来说,由于热膨胀系数不同,WA和GC很难结合起来。 不过,现在这项技术已经开发出来,可以在相同条件下实现更大的走刀次数。 提高工作效率,可以说是集粗磨的效率与精磨的精度于一体的砂轮。
总结:

从图表中可以看出,一般切削距离0.015m对于普通砂轮来说很容易发热,因为普通砂轮散热较差,处理HRC40以上的材料会比较困难,但使用超级磨料的砂轮价格较高。 如果我们看相同的参数,HW玉石砂轮的性能更强大,但如果需要提高加工效率,即使增加刀具进给并降低速度,也可以取得更好的效果。 目前它不仅可以用于模具钢,还可以用于模具钢。 可与各种硬度钢配合使用。 它是一种用途非常广泛的砂轮。 测试非常成功!
※以上为SEYA学生姚迪燕分享。 如果您对砂轮、调整轮的选择、匹配,或者磨削相关技术有任何疑问,欢迎随时联系我们咨询!
–––
#SEYA生尧砥彦#双面磨床#外圆磨床#平面磨床#无心磨床#磨削解决方案#生尧技术组#砂轮#柴油#HPM1 #磨料#加工#磨削热
本文采摘于网络,不代表本站立场,转载联系作者并注明出处:http://mjgaz.cn/mjg/150.html
