
热加工行业论坛()——热加工行业人员的在线技术交流家园。行业技术知识以冶炼、铸造、锻造、焊接、热处理、理化检测等为主,机械加工、电脑设计等为辅。点击标题下方蓝色字“热加工论坛”可免费关注。我们将为您提供铸造、锻造、热处理、焊接等延伸知识。
Cr12MoV模具钢是典型的冷作模具钢,占模具钢总量的17%,占合金模具钢总量的34%。具有良好的淬透性、淬回火硬度、耐磨性、强度等。为了制造截面较大、形状复杂、工作条件较重的各种冷冲压模具和工具,必须对钢的纯净度和共晶碳化物的数量、尺寸、形状和分布进行有效的控制,以适应其工作条件。
随着模具形状大型化、复杂化和工作条件日趋艰苦,对Cr12MoV钢中共晶碳化物的要求也越来越严格,要求其细小、分布均匀,才能满足模具的发展要求。为进一步提高Cr12MoV钢中共晶碳化物的细小度和分布均匀性,对热加工过程中共晶碳化物的数量、尺寸、形状及分布进行了研究,提出了改进工艺,在实践中取得了很好的应用。
实验材料和方法
1.1 试验材料
试验采用的Cr12MoV钢为富钢生产的锻造扁钢,生产工艺流程为:EAF+LF+VD冶炼→压铸1.2t、6.3t钢锭→快锻机锻造120×310mm、120~240×610mm扁钢,化学成分见表1:
1.2 测试方法
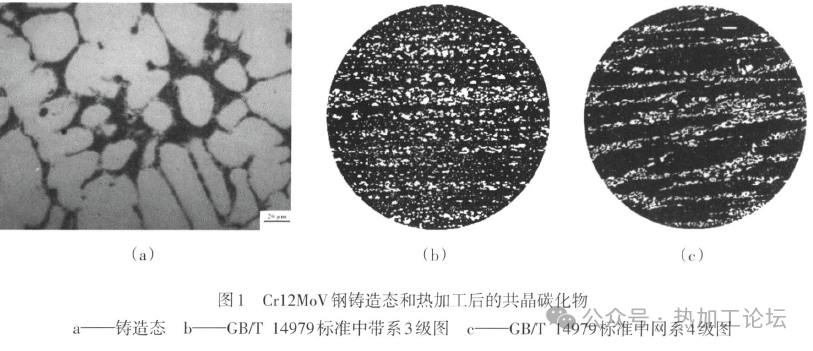
Cr12MoV为莱氏体钢,在钢水凝固过程中,发生共晶反应,形成莱氏体,共晶碳化物呈鱼骨状,沿晶界呈网状析出,如图1a所示。变形方向分布不均匀,根据不同的热加工工艺,呈带状、网状分布,如图1b、1c所示。因此,热加工工艺对共晶碳化物是否均匀分布起着关键作用。
试验了不同的加热工艺、锻造方式及变形率对共晶碳化物的影响,试验后从扁钢横截面对角线的四分之一处切取纵向试样,经磨削、抛光后得到金相试样,用4%硝酸酒精溶液进行深腐蚀,依据GB/T14979标准中第四级等级图对共晶碳化物的不均匀性进行分析评定。
实验结果与分析
2.1加热工艺对共晶碳化物的影响
利用6.3t钢锭试验两种加热工艺,第一工艺为1200℃×15h+1150℃×5h;第二工艺为1150℃×5h,锻造160×610mm、200×610mm扁钢,共晶碳化物如图2所示,图2a、图2b中共晶碳化物在铸造状态下呈鱼骨状,图2c、图2d中共晶碳化物断口呈网状分布。
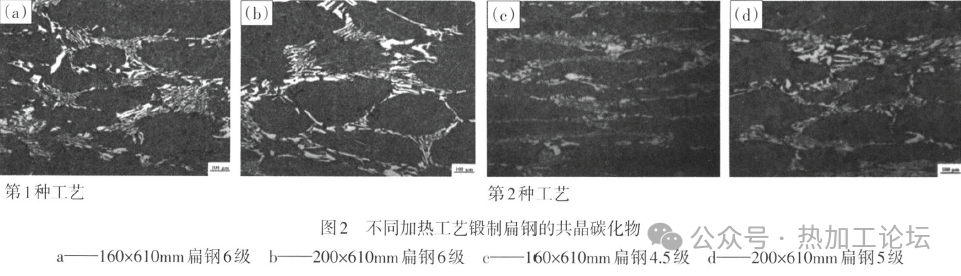
如图2所示,第一次加热工序加热温度过高,达到1200℃,且保温时间较长,铸造状态下的共晶碳化物发生熔化,在热加工时随着温度的降低,以鱼骨状析出。该加热工序采用1150℃加热,铸造状态下的共晶碳化物在锻造时被破坏。因此,热加工时加热温度不宜过高,温度过高,会析出人字形共晶碳化物,加剧情况。目的是获得良好的塑性,保证锻造加工。
2.2锻造方法对共晶碳化物的影响
通过合理的锻造工艺,可以充分碎裂铸态下的鱼骨状共晶碳化物,改善铸态下共晶碳化物的状态。采用1.2t钢锭,试验了4组不同的锻造方法,结果如表2所示。钢中共晶碳化物如图3所示。
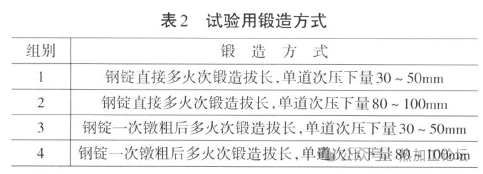
如图3所示,钢锭直接锻压拉伸的共晶碳化物沿变形方向被拉长并破碎成条状分布,如图3a、图3b所示。钢锭沿变形方向被拉长并闭合,严重的堆积仍呈鱼骨状,如图3c、图3d所示。这是因为钢锭镦粗后,横截面积变大,长度变短,钢锭沿变形方向拉伸时变形小,共晶碳化物不易破碎。因此,钢锭直接锻压拉伸对共晶碳化物的破碎效果比一次性镦粗再锻压拉伸要好。 从图3还可以看出,单道次压下量为80~100mm锻造的扁钢的共晶碳化物在变形方向上的组织明显比30~50mm的扁钢长,且颗粒较小,压下量可降低0.5级。随着锻造压下量的增大,钢锭内部容易被锻穿,导致内部粗大的共晶碳化物破碎。因此,锻造时采用较大的压下量,有利于共晶碳化的破碎。
2.3锻造变形量对共晶碳化物的影响
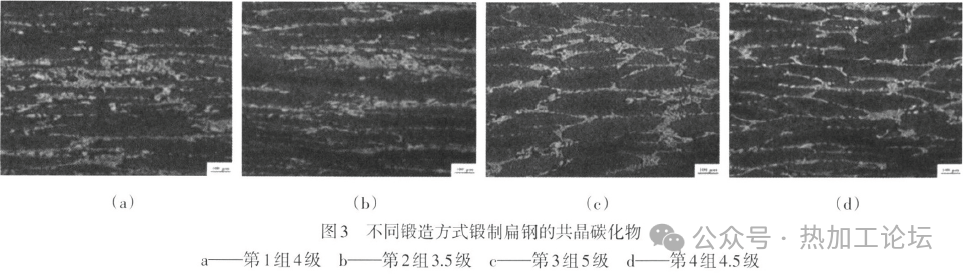
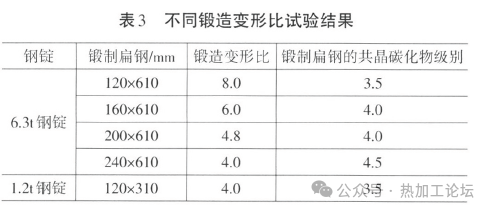
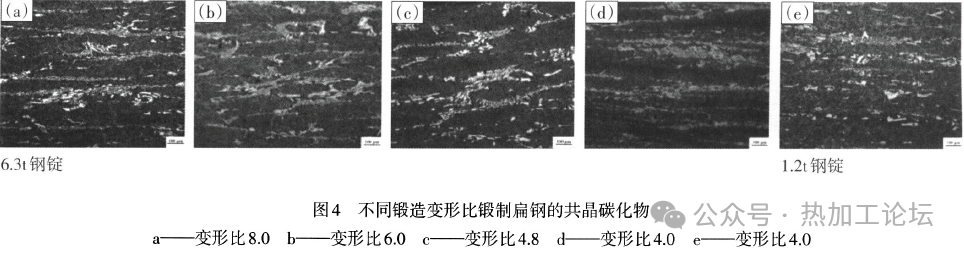
一般来说,锻造方式反映共晶碳化物的微观变化,而锻造变形率反映共晶碳化物的宏观变化,试验结果见表3,锻造扁钢共晶碳化物见图4。可见,一方面共晶碳化物与锻造变形率有关,锻造变形率越大,共晶碳化物越大,锭子越小,越容易破碎,等级越低。另一方面,共晶碳化物还与锭子的大小有关,小锭的等级低,大锭的等级高,这是因为共晶碳化物是在锭子凝固时形成的,小锭细,大锭粗。 大铸锭虽然增加了锻造变形率,但原始铸造状态下的共晶碳化物粗大,在锻造时不易破碎。
改善工艺结果
为了进一步提高Cr12MoV钢中共晶碳化物的细小度和均匀分布,福钢根据试验结果对锻造工艺进行了改进。
(1)钢锭经1120℃~1150℃加热,获得良好的热塑性,保证锻造加工。
(2)综合考虑钢锭的大小和锻造变形比,避免采用大钢锭、大锻造变形比却获得相对较差的共晶碳化物,在控制锻造变形比大于4的前提下尽量采用小钢锭,这样共晶碳化物得到有效的改善。
(3)文献指出,镦粗对共晶碳化物的改善效果不如拉伸显著,试验也证明,钢锭直接锻打拉伸对共晶碳化物的破碎效果比先镦粗一次再锻打拉伸的效果差。理论上只有经过多次镦粗拉拔才能改善共晶碳化物,而且对于不同的钢锭和锻件尺寸,所需的镦粗拉拔次数也不同,实际生产中,多次镦粗拉拔存在很多弊端,如氧化、脱碳严重,效率低,所以考虑采用钢锭直接拉拔的锻造方法。
(4)钢种特点:热加工性能差,锻造温度范围窄。随着锻造温度降低,变形抗力增大,塑性下降,大变形易产生裂纹。根据试验结果,大的压下量有利于共晶碳化物的破碎。因此,为了破碎共晶碳化物,采用多火锻造,锻造开始时,采用较大的压下量,随着温度的降低,逐渐减少压下量,以防止开裂。
通过采取上述工艺措施,共晶碳化物的均匀性明显改善,颗粒更细小、分布更均匀,等级较之前可降低一个级别。
综上所述
(1)加热温度过高,达1200℃并长时间保温,使共晶碳化物熔化。热加工时,随着温度的降低,又以鱼骨状析出,使问题更加严重。
(2)通过破碎可以改善共晶碳化物,并且随着压下量和变形量的增加,共晶碳化物的破碎效果变得更好。
(3)通过在1120℃~1150℃加热,控制变形比大于4,选用小钢锭,优化大压下量直接锻打拉拔工艺,共晶碳化物均匀性明显改善,级别较以前可降低1个级别。
本文采摘于网络,不代表本站立场,转载联系作者并注明出处:http://mjgaz.cn/mjg/154554.html
