
我们很多人选择模具钢进行冲压。 我们脑子里想的和我们用手做的是矛盾的。 如果在选择模具钢材时不考虑模具的工况条件,那么你只会碰壁,交学费。
今天早上我接到了邓先生的咨询。 他冲压1.03毫米和1.13毫米厚的高碳钢。 请问冲头应该采用什么样的模具钢才能具有良好的耐磨性和较长的冲头使用寿命。
经过一番询问,得知目前的冲头采用ASP60粉末熔炼高速钢,硬度为HRC61。 然而,只冲了8000件产品后,冲头就磨损了。 现在我已经花了很多钱来使用最好的模具钢材。 我也调整了硬度,但是模具的使用寿命不长。 现在不知道怎么操作,也不知道该用什么模具钢,所以我就来问,该用什么模具钢呢?
我们很多冲压机在选择模具钢的时候,脑子里想的和手上做的不一致,甚至是矛盾的。 他们心里也明白,冲压材料是高碳钢,比较硬,模具钢材一定要选择硬度高的。 ,使冲头具有更好的耐磨性。
但由于厚度在1.0mm以上,属于厚板硬质材料冲压。 冲头很容易折断。 冲头结构具有窄边缘。 如果硬度高的话就会破裂。 那么我们应该做什么呢?
然后我会花很多钱去买最好的模具钢材。 例如粉末熔炼高速钢PM60的硬度可以达到HRC67-69,因此耐磨性有保证。
但是韧性不好,怎么办? 那我就降低硬度,因为你说硬度越低韧性越好; 这是冲压1.03mm和1.13mm厚的高碳钢的结果,冲头采用ASP60,硬度达到HRC61。
但想法可能是对的,原则可能是对的,但结果可能是错的。 我花了很多钱,用了最好的粉末冶炼高速钢PM60,并降低了硬度。 冲压时,我只能冲压8000件产品。 ,冲头磨损了,输入和输出似乎不成正比,现在我不知道该怎么办。 我选择了最好的材料,也降低了硬度,但是效果不好,怎么办? ? 没办法,只能去找相关专业人士。
我不知道邓先生是怎么想出这种矛盾的做法的。 这个想法从何而来? ASP60是一种高碳、高合金粉末熔炼高速钢,含碳量为2.5%,含钴量为2.5%。 含量10.8%,钒含量6.5%,硬度可达HRC67-69,耐磨性接近钨钢,但含碳量高,合金总含量高,其韧性肯定较差,而耐磨性最好的是ASP60,它的主要特点是韧性差也是它的缺陷,而且是无法改善的缺陷。 不能通过降低硬度来改善。
是的,没错,硬度越低,韧性越好,但是硬度越低,耐磨性就越差。 在选择模具钢材时,我们需要综合考虑很多因素。 我们不能只考虑一个因素。 邓先生的模具是用于冲压1.03mm和1.13mm厚的高碳钢和厚板高碳钢硬冲压。 有抗碎屑、耐磨性要求; 根据以往的经验,我的建议是推荐他使用粉末熔炼高速钢PM23。
由于PM23的含碳量为1.35%,其含碳量远低于ASP60。 钨元素为6.5%,不含钴。 其硬度为HRC64-66。 这也是一种粉末熔炼工艺。 冶炼工艺相当好,可以保证。 模具钢的强度和韧性,其抗裂性能和耐磨性约为普通铸造高速钢SKH-51的2-3倍,其抗裂性能比ASP60强得多。 用于厚板硬质材料冲压,采用PM23,兼顾抗崩刃性和耐磨性。 在保证不崩刃的前提下,冲头可以保证一定的使用寿命。 它的选材比PM60好很多,模具钢材的价格也变得可以说是一石二鸟的效益。
吴德建模具钢 用户参谋长
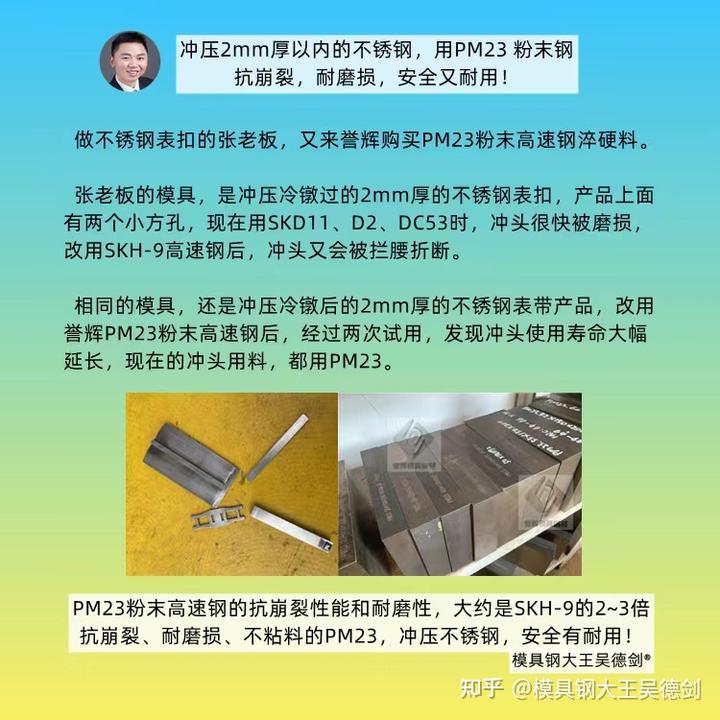
我们寮步张先生冲压冷弯不锈钢表带产品。 不锈钢经过冷成型后,其硬度会大大提高。 厚度为2毫米。 也是一种厚板硬质材料冲压。 他的脑袋是一个小长方形。 事实证明,当使用SKD11或DC53及其窄边方冲头时,由于硬度不够,耐磨性差,尖角很快就会被磨圆,冲出的产品尺寸也不好。 ,外观不好,且使用高速钢SKH-9时,细长冲头容易在中间被切断。
他找到我并与他多次沟通后,我推荐他使用粉熔高速钢PM23。 使用后,耐磨性大大提高,冲头不会断裂,冲头寿命长。 从2020年到现在,他的冷弯表带都是2.0mm厚的不锈钢,他的细长冲头都是用我的PM23粉熔高速钢解决的。
我们在选择模具钢材时,一定要根据模具工况条件的性能要求来选择性能相匹配的模具钢材。 只有这样,才能解决模具的问题,才能达到良好的使用效果,模具的使用寿命才会长久。 而不是一味地只考虑一种性能,不考虑价格,这种幸运的选择方法可能不是最好的,而且会浪费大量的时间和金钱。 不是最贵的就是最好的,合适的才是最好的。
我是模具钢大王吴德建。 我来自东莞市裕辉模具钢。 世界500强企业中有3家采用宇辉模具钢。 京瓷连续7年收购裕辉模具钢。 如果您在选择模具钢材时犹豫不决,或者目前使用的模具钢材。 模具使用寿命短。 如果您不知道使用哪种材料,可以来找我。 为4000多家企业解决了模具选材、生产、使用方面的问题。 如果您对选择候选人犹豫不决,欢迎您来找我。 我相信,在这方面,我可以成为你们的参谋长,帮助你们少交学费。 用户参谋长吴德建模具钢,用过的人都会买!
本文采摘于网络,不代表本站立场,转载联系作者并注明出处:http://mjgaz.cn/mjg/2954.html
