
H13钢热作模具钢因其优异的淬透性、淬透性和良好的室温、高温性能,广泛应用于要求高韧性和冷热疲劳性能的压铸模具、热锻模具和热挤压模具。 目前铝合金压铸模具多采用H13钢种,我公司也采用该钢种制作模芯。 但在实际生产中,某铝合金压铸模具型芯经常发生断裂的情况。 现在我们对断裂现象进行分析,寻找合理可行的方法来避免频繁断裂。
1.分析
(1)宏观断裂分析
抽芯结构如图1所示,截面为椭圆形抽芯结构,长轴约80mm,短轴约50mm。 断裂大致在图1中水平线附近。在压铸生产过程中,型芯反复被上下拉动,大约生产了13000个模具后型芯断裂。 可以看出,内腔内有冷却水通道,断裂如图2所示。整个断面分为初始断裂区、裂纹扩展区和最终断裂区。 从断口织构来看,裂纹源位于型腔内壁,如图3所示,呈阶梯状,为多源断裂。 在随后的反复抽芯过程中,裂纹不断扩大,最终破裂。

图1 模具抽芯外观
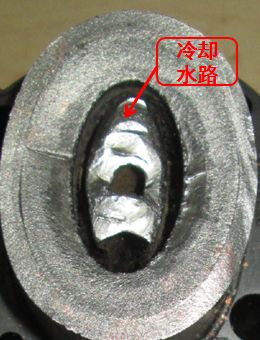
图2:模具抽芯断口形貌
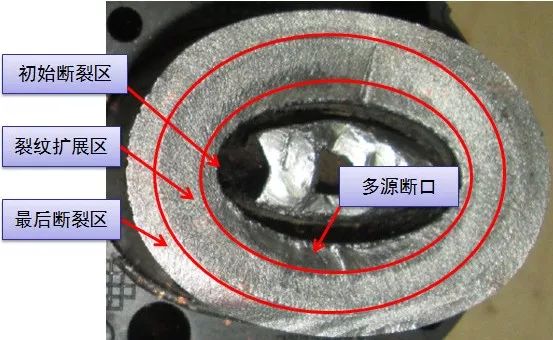
图3 模具抽芯断裂分析
(2)成分分析
取岩心截面样品,用直读光谱分析仪测得的化学成分见附表。 可见,芯部化学成分符合H13钢标准。
实测模具钢化学成分(质量分数)与H13钢化学成分比较(%)
铬
锰
莫
硅
H13
0.37~0.42
5.0~5.5
0.2~0.5
1.2~1.75
0.8~1.2
0.8~1.2
实测
0.39
5.2
0.4
1.5
1.0
0.9
(3) 显微分析
从工件裂纹部位切下纵向和横向试块,经过打磨、抛光和腐蚀后观察,如图4和图5所示。纵向看金相组织,根据北美压铸协会的带状结构/显微组织不均匀度等级标准“NADCA#207-2003”,带状结构等级在可接受范围内,碳化物分布细小均匀。 横向看金相组织,基体为回火马氏体和细小碳化物,晶粒度为7~8级,洛氏硬度为46~48HRC,满足硬度要求。 金相组织正常,不是断芯的原因。

图4 带状组织
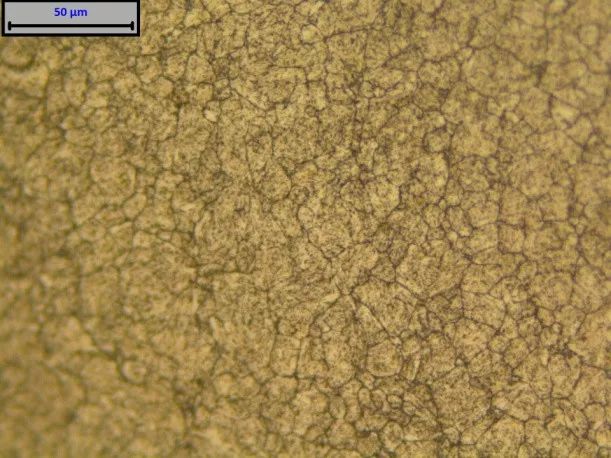
图5 基质组织
沿裂纹源纵向切割,观察内腔壁附近的金相组织。 发现内腔壁非常粗糙,存在大量横向裂纹,如图6所示。

图6 内腔壁附近横向裂纹
与生产人员沟通后得知,抽芯内腔采用电火花加工后投入生产,无需任何其他加工。 追踪当时的电火花加工工艺,并在新的H13模具钢样块上还原电火花加工工艺。 金相分析如图7所示。根据当时的加工工艺,最深的白色火花层可达50μm厚。 电火花加工后亮白层上立即出现微裂纹。 由于抽芯内腔采用这种电火花加工工艺,不可避免地会出现较厚的白层和较多的微裂纹。 在实际生产过程中,压铸模具一般是在较高的温度下生产的。 在每个模具生产过程中,模具的抽芯表面吸收铝合金熔体在凝固过程中释放的热量,然后产生热量传递到内层。 ,由于有冷却水的存在,内腔温度很低。 这样,在抽芯内腔附近冷热反复交替的环境下,微裂纹势必不断扩大,并逐渐发展为大量的横向裂纹。
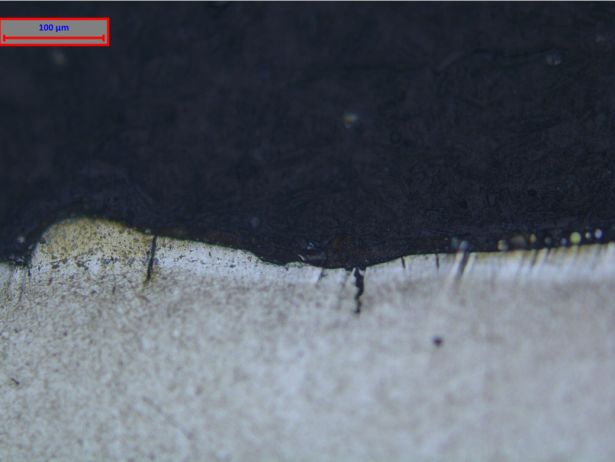
图7 EDM加工后的白色光亮层和微裂纹
考虑到抽芯内腔长期被冷却水包围,且水质为普通自来水,在这样的环境下非常容易发生腐蚀,如图8所示。目前已经有很多横向裂纹中的腐蚀产物。 在抽芯冷却水回路中,当水温达到60℃以上时,钙、镁离子很容易分解并结垢。 当水冷却时,冷却水中的微溶物质结晶析出,在抽芯腔内表面形成硫酸钙。 、碳酸钙等水垢。 当水中含有的溶解气体、腐蚀性盐等电解质与H13模具钢接触时,由于电解质的作用,模具钢表面析出Fe2+,内腔表面受到腐蚀。 同时,空气中的灰尘、杂物混入冷却水中,导致微生物大量繁殖,加速模芯的腐蚀。

图8 横向裂纹中的腐蚀产物
这样,在电火花加工产生的微裂纹和冷却水对模具腐蚀的共同作用下,在反复上下抽芯的过程中,横向裂纹不断扩展,最终断裂。
2.改进及效果
基于以上断裂原因,必须改进电火花加工工艺。 过去为了提高生产效率,常采用大电流加工内腔,产生的白色光亮层很厚。 为了减少白亮层的影响,必须采用小电流精加工,同时增强电极本身的光滑度。 当然,还必须考虑生产效率。 经过多次调整,最终选择了合适的加工工艺,将白色亮层平均减少到10μm左右,如图9所示。

图9 改进EDM加工后的白色光亮层
此后,必须将白色光亮层去除,但手工抛光不可避免地会导致抛光后的表面粗糙且凹凸不平,而凹凸不平的表面也会成为断裂的起点。 为了最大限度地减少这种不平坦的表面,使用了电解抛光。 抛光的抽芯内腔为阳极,不溶金属为阴极。 两极同时浸入电解槽中,通直流电,产生阳极选择性溶解,从而降低型腔表面粗糙度,达到光滑表面。
为了减少抽芯内腔冷却水对内壁的腐蚀作用,冷却水中添加了一定量的缓蚀剂和阻垢剂。 在上述措施的保障下,目前8万多模具的抽芯生产情况依然良好,没有出现断裂的趋势。
三、结论
(1)模具电火花加工后,必须去除白色光亮层,并对型腔表面进行电解抛光,以增加光洁度,防止微裂纹的产生和扩大。
(2)在普通自来水环境下,通向冷却水路的抽芯腔会腐蚀并导致断裂。 在冷却水中添加一定量的缓蚀剂、阻垢剂,可以有效减少腐蚀的发生,延长模具的使用寿命。
作者须知
《金属加工(热加工)》杂志热处理栏目投稿范围:前沿金属材料研究、先进实用的热处理工艺与技术、整体热处理、热处理设备开发、淬火冷却技术、材料检测与分析、热工温度测控、零部件故障分析等。
投稿请联系:朱光明,13581524688
采购热处理设备、投放广告请咨询:孙匡
手机:13811718902
本文采摘于网络,不代表本站立场,转载联系作者并注明出处:http://mjgaz.cn/mjg/32.html
